



不要满足于简单的文字描述,点击我们的钢板卷管焊接钢管货品齐全产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:辽宁沈阳钢板卷管焊接钢管货品齐全的图文介绍

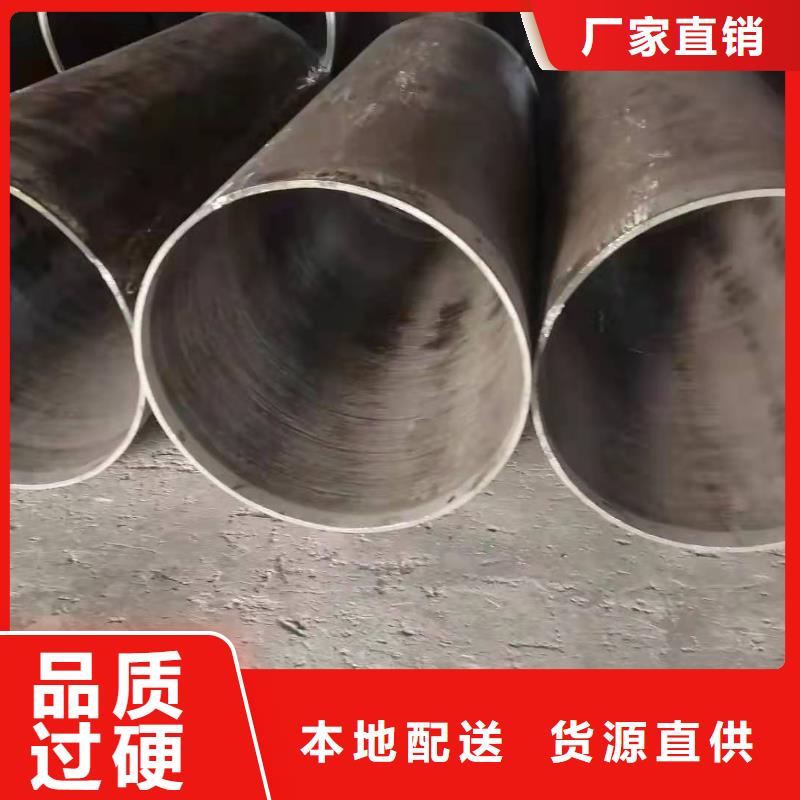
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。


钢板卷管根据结构的不同,合金主要类型是: (1)金属互化物合金,各组分相互形成化合物的合金,如铜、锌组成的黄铜(β-黄铜、γ-黄铜和ε-黄铜)等。 (2)混合物合金(共熔混合物),当液态合金凝固时,构成合金的各组分分别结晶而成的合金,如焊锡、铋镉合金等; (3)固熔体合金,当液态合金凝固时形成固溶体的合金,如金银合金等; 合金的许多性能优于纯金属,故在应用材料中大多使用合金(参看铁合金、不锈钢)。



山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。

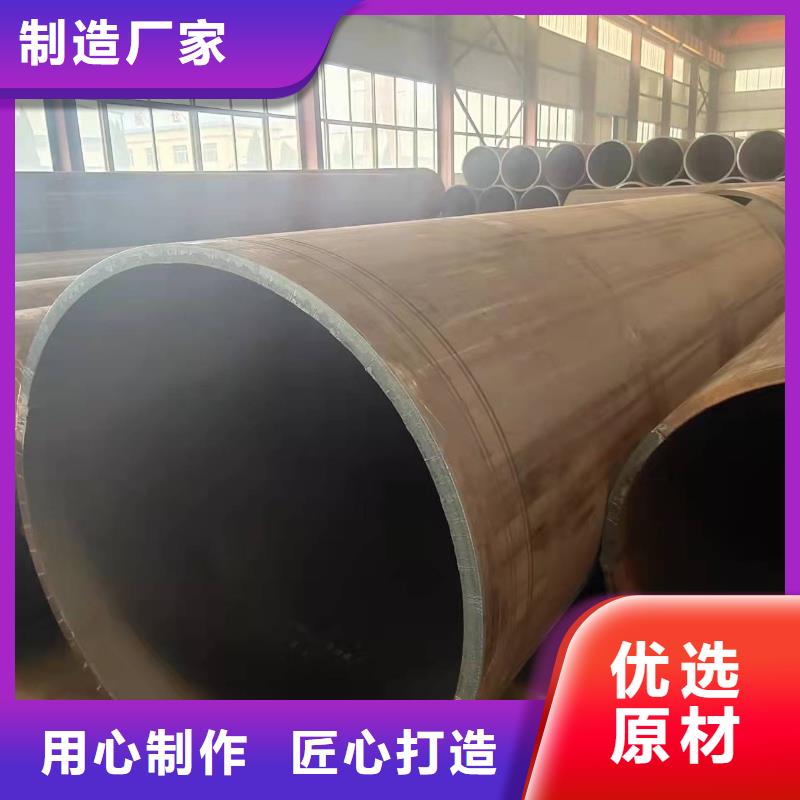
山特金属制品(沈阳市分公司)拥有一批高素质的技术管理队伍以及【热卷厚壁卷管】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【热卷厚壁卷管】。高品质(山特金属制品(沈阳市分公司)家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【热卷厚壁卷管】都在优化改进)高技术(山特金属制品(沈阳市分公司)坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【热卷厚壁卷管】技术)效率高(山特金属制品(沈阳市分公司)拥有十余台【热卷厚壁卷管】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【热卷厚壁卷管】产品)

